1 烘调前的全面检查在检查过程中分步骤进行, 首先检查静止部分, 然 后检查动态及动力控制部分。
2 烘调前的准备工作系统a. 组织机构。成立烘调领导小组, 全面指挥烘调工作。
3 烘调的步骤分为 2 个阶段其一为低温阶段:
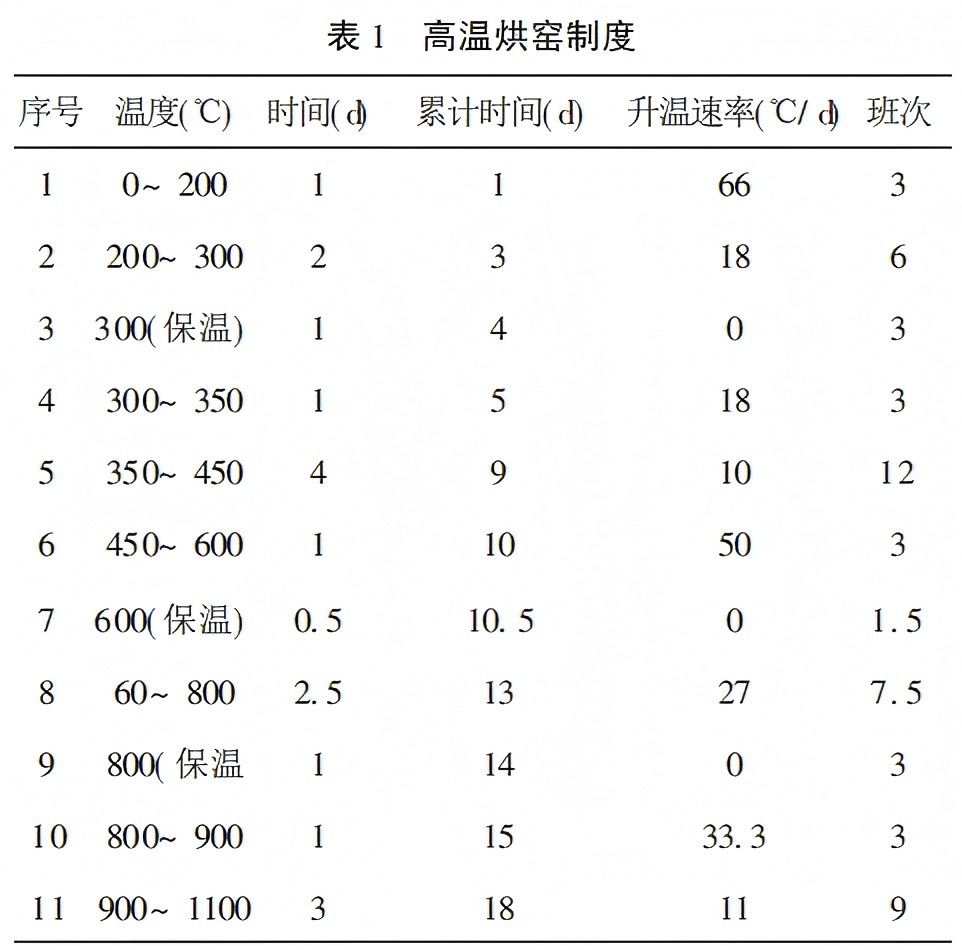
a. 低温烘窑室内温度为 0℃ ~ 600℃ , 属排水阶段。首先关闭隧道窑的所有风机闸门, 在点火前几分钟把 排烟风机开到最大状态, 调整前三组闸门为半开状态, 将变频器开到理想位置。 b. 从窑进车端 8 车位开始, 火点燃后, 缓慢推动窑 车, 对窑体进行小火烘烤, 以排除湿气, 在排潮风机前段8 个车位时可延长烘烤时间, 烘烤方案为: 0~ 8 车 位时间为 8×12h; 9~ 12 车位为 4×12h; 13~ 23 车位为 20×12h; 24 车位至尾端每车位为 8h。 c. 启动排烟风机, 使窑内处于微负压状态, 风机闸 板开启度以不向窑外冒烟为准。火灶车进入每一车位 前后 3h 内温度不能太高, 控制在 200℃ 以下。煤和焦炭掺合后使用, 严防火灶车结焦。在火灶车的周围与 窑墙的间隙用保温棉填塞, 全窑最高温度控制在 600℃ 以内。这样低温烘窑为一段落。 其二为高温烘窑阶段: a. 高温烘窑阶段从投煤孔加煤开始, 加煤时必须 用风机加以配合来调节窑温。砖坯也开始每隔一段时 间进一车, 并严格监视窑内烧成情况及按升温曲线来 控制窑内升温速度。b. 当温度达到 700℃ 时, 开启车下风道中的稳压冷风机, 将窑门处鼓冷风机和抽余热风机启动, 严格控 制窑内压力平衡。 c. 当温度达到 800℃ 时, 开始向干燥窑送高温烟 气, 当坯车进入 30 车位时, 向干燥窑送全部热源。 d. 当坯车进入 28 车位时, 开始启动窑炉换热系 统, 即不投煤或少投煤, 观察砖坯内燃及进车速度、风 量是否合理, 并进行合理调节, 保证窑炉的正常运转, 使用调节窑炉运行。 e. 当温度达到 1100℃ 时, 烘调窑炉的全部过程即告结束。同时第一车砖也相应出窑, 表 1 为高温烘窑 制度( 供参考) 。
4 烘窑注意事项a. 烘窑期间必须做到三防: 一防火灾, 由于烘窑期 间投煤、出渣要在窑内进行, 特别是带火的窑车容易引 起火灾, 因此要严加防范, 指定专人看管, 设置好灭火 工具; 二防煤气中毒, 由于工人都是第一次参加烘窑, 在工作中要加煤、出渣, 检查窑内运行情况, 容易发生 烟气熏人事故; 三防机械碰伤, 诸多机械配合工作、运 转, 人流、物流经常交叉, 严防碰伤。
b. 严防烘窑期间的技术事故发生。严格按照升温 曲线进行升温。防止过快升温, 以免造成窑体变形等 意外事故。保持衡温时间, 防止窑体内出现残留潮气, 防止温度过高烧坏窑体。严格检查砖坯砖车情况, 砖 垛是否稳定、整齐。防止在窑内倒坯或擦窑墙。随时 检查顶车机、拉引机运行是否平稳, 要避免由于顶车、拉车等事故造成窑内倒坯现象的发生。严格把握进入 窑内的砖坯水分, 水分必须达到合理的要求, 千万不能 让含水率不合格的砖坯码上窑车。
内容来源于百度
电话:0537-8726655
手机:15554406518
微信:zwpt123
地址:山东省金乡县智慧产业园

