国家标准GB13544--2011“烧结多孔砖和多孔砌块”及GB13545--2014“烧结空心砖和空心砌块”中所给出的砖(包括砌块,以下同)的四个非切割面上都有凹槽,见图1
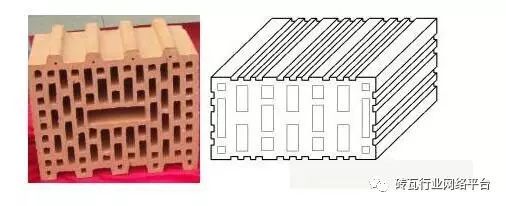
图 1
烧结多孔砖和空心砖(砌块)的外形图上这些凹槽的作用是为了增加砖和砌筑砂浆之间或是与粉刷层的粘合力,以保证砌体的整体性和强度,十分必要。
凹槽方向大多和泥条前进方向一致,平行排列于砖的四个面上。少数为斜纹等距排列,也有交叉斜纹,在光面上构成菱形花纹,习惯称之为“压花”。
平行排列的最外边的凹槽与砖的棱边留有10~15mm宽没有凹槽,以保护砖的四棱完整和棱边的强度,但斜纹凹槽例外。
1、凹槽的形状。凹槽的断面有圆弧形的,槽口宽度常为10mm,深5mm左右,相邻两槽的净空间距和槽口宽度一样,形成密集形的窄型凹槽。另一种凹槽的断面为矩形,槽深约3mm左右,宽度从几毫米到20mm都有,相邻两凹槽的净空间距和凹槽宽度相同。
还有少量凹槽的宽度和深度都只有2mm左右,相邻两凹槽的间距约为20mm,在砖面上构成像细麻绳一样的斜纹,或交叉的花纹,已失去凹槽的实际作用,常称之为“压花”。
2、凹槽的成型方法有:机口内成型和机口外成型两种,使用较多的是机口内成型。
机口内成型是把机口最终的一组衬条(也称衬皮)做成和砖面凹槽相对应的“凸齿”嵌在机口的出口处,使挤出的泥条的四个面上都挤出凹槽。此种“带齿衬条”以前由砖厂自制,在铁皮上焊以直径符合凹槽的每根40mm长的钢丝制成,但很难保证凹槽质量。现在则由专业工厂,以耐磨钢材或耐磨陶瓷制成,分别适用于各种凹槽的耐磨衬条,供砖厂选用,可称之为凹槽成型的“模具”,十分方便。
机口外成型凹槽,是在挤出泥条的四面“刻”出凹槽,有两种方法:一种是“刮”出凹槽,即在机口的出口的四周镶以和凹槽完全对应的“梳子铁皮”,泥条一出来就被梳齿“刮”出凹槽。虽然方便,但已把泥条的“皮肤”刮破,给砖坯在干燥过程中沿“伤口”开裂留下了隐患;另一种是“压出”凹槽,是在切条机的泥床的四周安装“压花滚筒”,让泥条从四周的压花滚筒中穿过时被挤压出和压花滚筒相对应的花纹(凹槽)。
压花滚筒为圆柱形,可围绕滚筒轴自由旋转,滚筒表面加工出宽、高各2mm左右的平行环棱以滚压出直条花纹。如加工成螺旋形的棱,则可以滚压出斜纹,或交叉成菱形的花纹。
尽管压花滚筒比“刮”凹槽梳子板复杂得多,但它对泥条表面的“皮肤”是滚动摩擦,使用寿命长,一付滚筒生产数千万块砖(折普通产量)没什么问题,而且对泥条表面“皮肤”伤害较小,且还有进一步规范泥条外形的作用。
它的不足之处是:
只能挤压出2mm左右的细纹,不成为所需要的凹槽,砌筑的砂浆很难挤入,更起不到“提高砖与砌筑砂浆粘结能力”的作用;
砖面被挤压出来的纹理不一致,在泥条中有与滚筒成垂直方向的壁(肋)时挤压出的纹理较深,而空心砖孔壁中段纹理较浅,有时还出现孔壁中段产生凹陷变形。
所以笔者以为:这种方法用于在多孔砖的表面加工装饰性的花纹更为有利。
3、“凹槽裂纹”:生产中发现砖的凹槽底部,特别是矩形断面凹槽的两角多出现穿透砖壁的裂纹,裂纹走向和凹槽一样,长度从数十毫米到贯穿砖的全长成为废品,我们称之为“凹槽裂纹”,调查发现,这些裂纹多在干燥后已经出现,焙烧后更为严重。
● 机口外成型的凹槽裂纹比机口内成型的多,而采用“梳子”刮出来的则更为严重;
● 机口内成型凹槽的裂纹则是矩形断面凹槽的裂纹比弧形凹槽的裂纹多;
● 同样情况下,较深的凹槽比较浅的凹槽的裂纹多;
● 对于矩形断面的凹槽新成型模具所造成的裂纹较多,同一模具用旧了,裂纹有所减少。
弧形断面的凹槽很少出现凹槽裂纹。这是因为:
● 机口外成型凹槽要刮(挤)破泥条的“皮肤”,容易撕裂。这就和一根完好的铁丝不容易折断,而一根有“伤口”的铁丝,弯几下就断了,是一个道理。机口外成型“刮”出来的凹槽比滚压出来的凹槽深,对泥条“皮肤”的伤害更大,所以凹槽裂纹也更多;
● 较深的凹槽,使砖壁厚度的变化较大,在干燥时较薄的地方干了,要收缩,较厚的地方还没干透,收缩较少,泥料的弹性系数极小,被不同的干燥收缩力撕裂;
● 新的凹槽成型模具“棱角分明”,矩形断面凹槽的两个“死角”两边收缩的方向互成900拉裂槽角形成裂纹。模具用旧了棱角磨圆了,凹槽两边的“死角”变成了圆角,应力集中的现象小了,凹槽裂纹也就少了。
4、针对上述情况笔者以为在加工砖表面凹槽时宜:
● 用机口内成型的方法较好;
● 矩形断面凹槽的两角应做成圆角,圆角半径宜大于2mm并小于凹槽的深度,为此模具的棱边应倒倒圆,至少也必须做成2×450的倒角;
● 凹槽深度不宜大于该砖壁厚的三分之一,以免其壁厚悬殊太大,干燥时收缩不匀,撕裂凹糟,人工干燥室的初期干燥段宜采用较平缓的升温曲线和脱水曲线;
● 弧形断面的凹槽,没有“死角”也就没有应力集中现象,所以很少出现凹槽裂纹。
5、凹槽布置及断面。
砌筑砂浆和砖结合的理想状态是:砌筑砂浆填满砖的凹槽,凝固后两者互相咬住永不分离。从这个意义上讲,砖面的凹槽多一点更好,即以密集型排列的多槽,窄槽为佳,但实际情况并非如此。
观察倒塌的建筑物的多孔砖块和空心砖块时发现,宽度小于4mm的凹槽里几乎没有砌筑砂浆的踪迹,宽度为6mm的凹槽里砌筑砂浆留下的痕迹也很少,宽度10~12mm及以上的凹槽槽底才能较多地留有砌筑砂浆。这是因为砌筑砂浆都有一定稠度,尤其在采用“摆砖法”砌筑摆砖时,砂浆极难自动进入凹槽。太窄的凹槽不仅没有起到增加砖体与砌筑砂浆的接触面积形成扣榫,互相咬住提高建筑物整体性的作用,反而由于两者的有效接触面积减少,降低了建筑物的整体性能。因此,笔者以为凹槽宽度宜大于10mm。砌砖时宜采用“挤浆法”施工以充分发挥凹槽的作用提高建筑物的可靠性。
如上所述,弧形断面的凹槽少有发现凹槽裂纹,对于较宽又较浅的凹槽更无法采用半个圆周的弧形,在设计凹槽时往往是先确定了凹槽的宽度和深度,此时的凹槽的圆弧半径如下(图2):
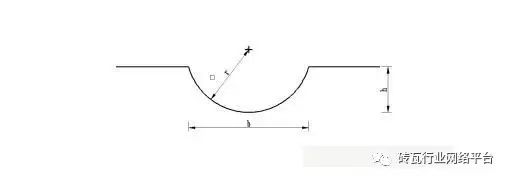
图2 凹槽圆弧半径的计算
设:凹槽的宽度为b,深度为h,圆弧的曲率半径为r,则用文字描述时则是“半宽乘半宽,除以高再加高,打个对折后,就是半径了”。
此式可用平面几何加以证明。如槽宽b=12mm, 槽深h=3mm代入上式则圆弧的曲率半径r
为:7.5mm
如果把上述12×3的弧形凹槽改为12×3的两角完全倒圆的断面的凹槽,则凹槽与砌筑砂浆的接触面积更大,结合性能也会更好。
6、建议在下次修订国家标准GB13544和GB13545时结合生产和使用的具体情况,对砖(砌块)上的表面凹槽给出一些相关的技术规定。
内容来源于百度
电话:0537-8726655
手机:15554406518
微信:zwpt123
地址:山东省金乡县智慧产业园

