烧结砖瓦企业具有处置污泥量大、处置效果好、产品性能优异的优势,因此备受有关部门的密切关注,同时污泥的资源化利用一直是砖瓦行业不断探讨和实践的课题。浙江把烧结砖厂纳入城市生态文明圈进行管理,引导和鼓励烧结砖厂向固废资源化利用方向转型升级,为城市生态建设做出贡献。
通过对污泥无害化加工处理以后,污泥就可以作为原料被烧结砖厂加以利用,用于生产市场需要的烧结墙体材料。探讨污泥在烧结砖行业的资源化利用,积极参与城市生态文明圈的建设,不仅是城市固体废弃物综合利用的好途径,也是烧结砖厂转型升级的好出路。
2、污泥的性质2.1、分类
污泥主是城市污水处理和工业废水处理产生的固体废物,所以分为城市污泥和工业污泥两大类。前者是我们烧结砖行业主要资源化利用的对象,也是本文讨论的主要内容,而后者则需要具体对待,有毒污泥和颁发有处置资质才能处置的污泥不在我们讨论的范围。
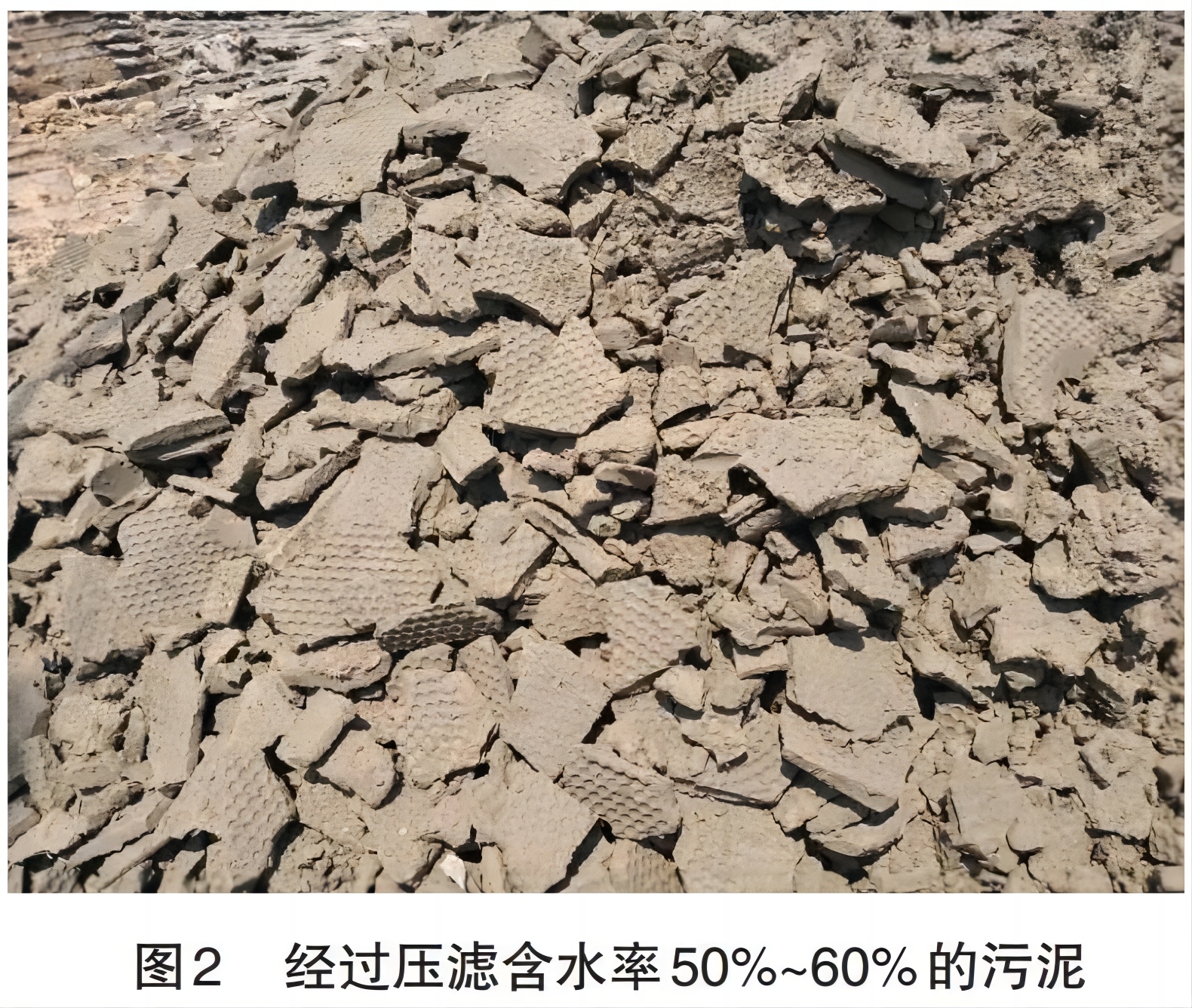
城市污泥是污水处理厂净化污水以后产生的固体废物,是沉淀污泥和生物处理污泥的混合物,水分高达80%左右。污泥里面含有病原体、重金属、微生物等有害物质,要将污泥中的水分脱去是一件非常困难的事情。城市污泥最大的特点是以有机物为主要成分组成的污泥,容易腐化发臭,颗粒较细,密度较小,含水率高且不易脱水。这种污泥是呈胶状结构的亲水性物质,可以使用管道、罐车等方式输送。目前,污水处理厂通常用板框式压滤机,把污泥脱水至含水率50%~60%才运输到下游去做进一步处置和利用。
2.2、污泥的性质
含水率高和有机物多是污泥的两大特性,污泥总是臭烘烘的就是这个原因,污水处理厂在废水处理过程中会将许多有害物质转移到污泥中,给后续的资源化利用带来困难。污泥呈胶状结构,形成极其复杂的非均质体(如图1所示),要把污泥中的水分脱去是一件比较困难的事情。

我们砖瓦行业很多人对污泥的特性不甚了解,于是产生两种截然不同的意见,一种是简单地以为把污泥与其他制砖材料一起掺兑即可,其实不然,污泥过高的含水率和复杂的成分,不仅限制了污泥在砖瓦行业的利用,而且还带来处理技术上的许多困难,用传统的方法只能掺兑10%左右的污泥,利用率极低,并且还会造成比较严重的二次污染问题。另一种意见是谈污泥色变,认为污泥在烧结砖厂根本无法利用,生产过程中即污染砖厂,又污染环境,而且生产不出合格的产品。两种意见截然不同、针锋相对。
其实,只要针对污泥的特性采取科学的无害化措施,按照清洁生产的规范工艺,运用先进的生产技术和装备,是能够生产出合格产品的。
表1是污水处理厂产出的污泥化验报告。
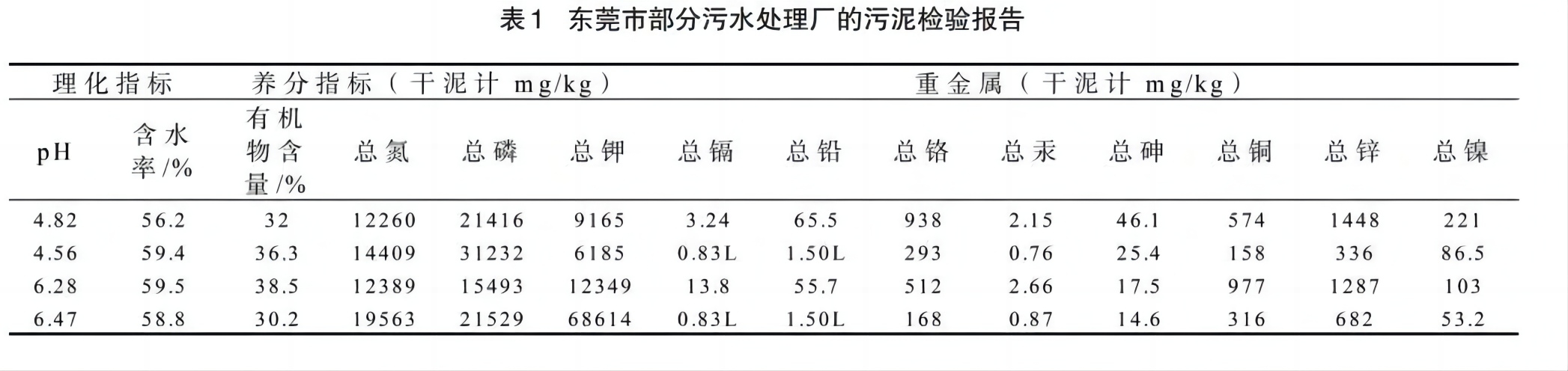
从这份化验报告可以看出,污泥里面富含有机物、氮、磷和各种重金属,这些东西如果不加处理就直接利用,是万万不可以的,因为在利用污泥的同时,砖厂自身和环境都处于被二次污染的环境中。
实践证明,对污泥进行无害化处理,是烧结砖厂利用污泥生产烧结砖的先决条件,无害化处理可以在烧结砖厂里进行,也可以由专业的处理公司进行。前者是把污泥的无害化处理工艺与技术融汇在烧结砖的生产工艺流程之中,生产的全过程包含了污泥的无害化处理;而后者是专业公司对污泥进行无害化处理后,再把经过无害化处置的污泥交给烧结砖厂生产烧结砖。
污泥无害化处置的技术发展很快,百度一下可以发现内容繁多,每年还有各种关于污泥处置的高端论坛在进行交流,看似红红火火,但真正适合烧结砖厂作为原料的并不很多。归纳起来,污泥无害化处理有这些内容:堆肥、干化、燃料化、碳化、除臭、微生物处理、湿式氧化、黏结剂、陶粒、活性炭等,哪一种适合砖厂利用于烧结砖?需要认真加以研究与对待。
对烧结砖厂而言,污泥无害化处置技术需要解决好以下几个问题:
3.1、污泥除臭
如前所述,污泥富含有机物极易发酵、腐败而发臭,而且在干燥过程中也会散发出难闻的气味,甚至排放出具有腐蚀性的硫化氢气体,对人体健康带来不利的影响。除去臭味不仅是生产过程的需要,也是环境保护的需要。
3.2、消除生物质
污泥中的有机物成分非常复杂,除含碳的化合物(比如CO,CO2)富含其他几种元素(如H、N、S)等,还富含CO2、H2O、NO2、SO2等燃烧产物。实质上消除生物质就是灭活生物质,将污泥中的生物质杀灭,使污泥不再具有“活性”,从而断绝产生臭气和腐蚀性气体的根源。
在烧结砖厂中,灭活有机物有两种办法,一种是在对污泥干燥脱水过程中进行,高温气体(大于100℃)在脱水的同时,也将有机物一并杀灭,达到“灭活”的目的。另一种是通过喷洒药剂来完成的,这种方法简便易行,很受欢迎,但缺点是污泥中的水分依然存在,使混合料的含水率居高不下,砖坯因含水率较高而强度有限。
4、污泥干燥众所周知,污泥具有非常高的含水率,基本上达到80%这样超高的含水率,不仅含水率高,而且脱水还相当困难。过去有的砖厂直接拿这种污泥掺到原料里使用,能掺进去10%就算不错的业绩了,因此,对污泥进行脱水干燥是提高掺配比例的先决条件之一。现在大多数污水处理厂在向下游提供污泥时,通常采用压滤机将污泥脱水至含水率50%~80%的板块状态(如图2所示),再降低污泥的含水率,压滤机已经无能为力了。要想提高污泥的掺量,这个含水率还是太高了,必须对其再一次脱水(干燥)处理。因为高达50%~80%含水率的污泥掺兑到原料中,掺得越多留下的空隙越多,砖坯收缩越大,质量很难得到保证。不仅如此,大量的水分在干燥与焙烧过程中,携带着污泥中的有害成分排放到车间和砖厂的周围,造成比较严重的二次污染。
需要指出的是,对污泥干燥脱水是一件比较困难的事情,这是污泥在产生过程中先天决定的,我们无法改变这一事实。因此有人梦想采用自然干燥的办法除去污泥中的水分,几乎是不可实现的。但我们可以采取一些手段除去污泥中的部分水分,使污泥的含水率控制在生产工艺与产品质量都能兼顾的范围内,即简化了生产过程,又保证了产品质量。
目前比较适合砖瓦厂烘干污泥的方法主要有阳光房烘干法和箱式网带烘干法两种。其他烘干方法比如滚筒或圆盘等虽然各有千秋,但太高的烘干成本让砖瓦行业比较难以接受。
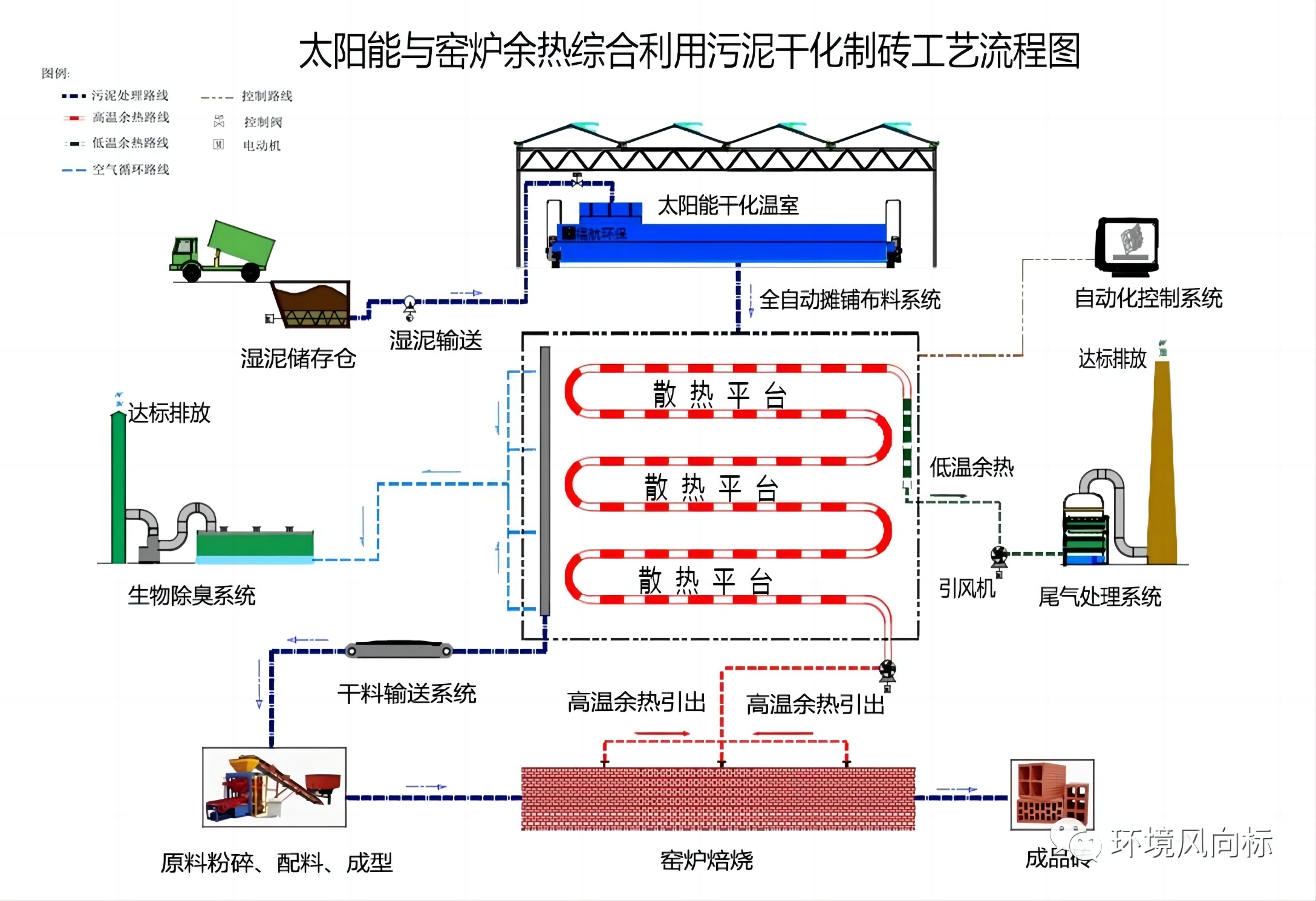
阳光房烘干法目前在砖瓦厂应用比较广泛,也比较成熟。主要特点是引用窑炉余热,在阳光房底部做一个烘干平台,实现“下蒸上晒”的双倍效果,成本低、效率高,并且阳光房是密闭环境,烘干过程中产生的臭气经过收集处理后达标排放,不会造成二次污染。(如图3所示)。在整个污泥烘干过程中,人员不接触污泥,通过远程计算机来操控,非常先进和人性化。
另外,有的砖厂老板为了节省投资,自己建了很多“塑料大棚”来晾晒污泥,确实也有一定的效果,可是带来了占地面积过大、现场臭味浓、和冬季不能正常生产等问题,属于“土办法”,不是长久之计。值得提到的是,山东福航新能源环保股份有限公司在总结提高的基础上,与隧道窑的余热结合,开发出两种新工艺,一种是前文提到的阳光房摊铺烘干技术,目前已在山东、江苏、浙江、广东、福建、湖南、辽宁等地数十家砖瓦企业中得到了广泛应用,反馈比较好。另外一种是箱式一体机设备,也能利用隧道窑的余热,占地比较小,层叠网链式结构,目前也正在逐步推广应用。
污泥圆盘式干燥机传热面积大,具有搅拌功能,并且干燥效果好等优点。它是由固定的外壳(定子)、转盘(转子)和驱动装置组成,“转盘”的称呼由此而来的,从结构上看很像我们砖厂常见的螺旋搅拌机(如图4所示)。不过,该设备运行和维护成本比较高,一般企业难以接受。
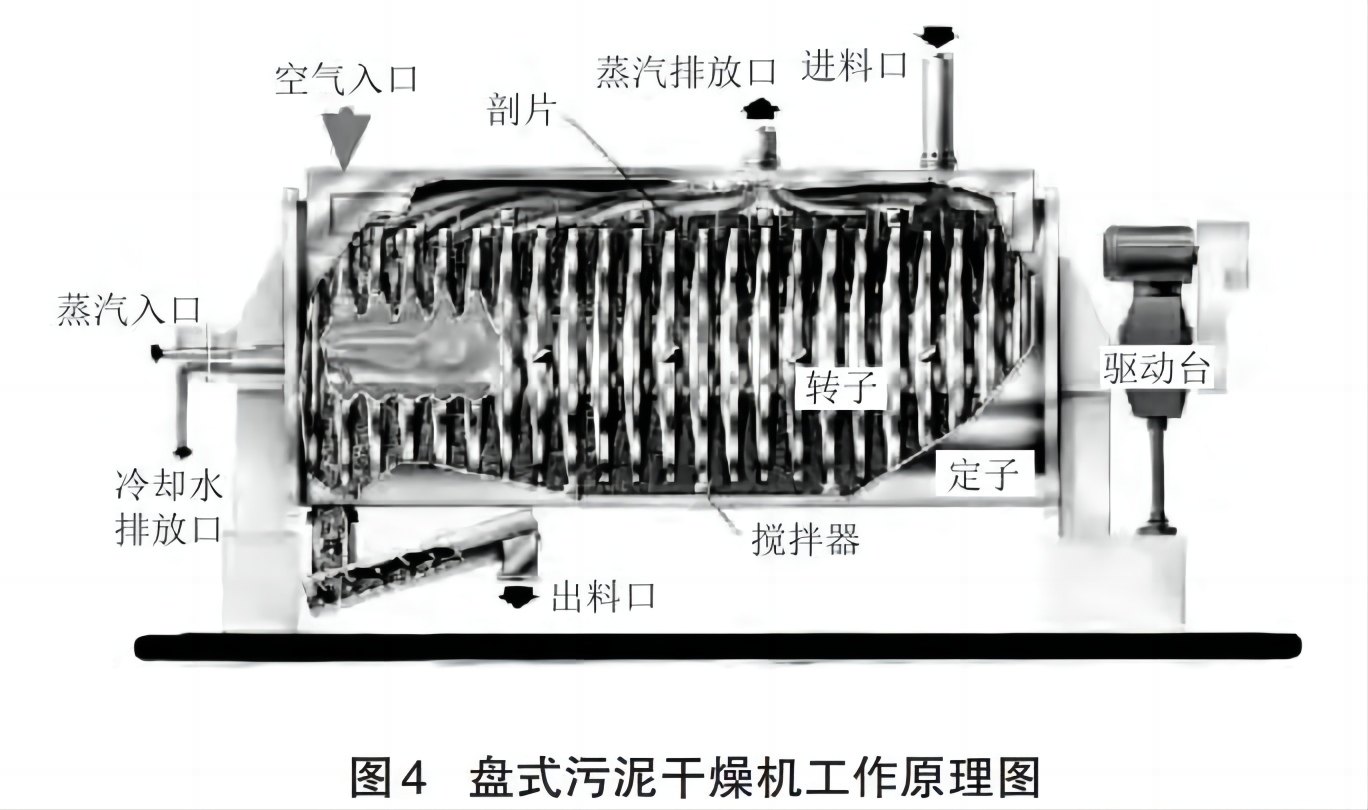
转盘是由中空轴串联起来的装置,所有的转盘焊接在这个中空轴上。而中心轴的内腔与所有转盘内腔相连通,热介质在这些空腔内流动,从而在推进污泥的同时对污泥进行加热,从而达到促使污泥干燥脱水的目的,所以圆盘干燥机有点像螺旋搅拌机,缺点是易损件比较昂贵,使用成本高,对人员操作的能力要求也比较高。
洁净生产的定义是指既可满足人们的需要,又可合理使用自然资源和能源,并保护环境的生产方法和措施。在生产过程中将废物减量化、资源化和无害化是洁净化的核心。从本质上来说,就是对生产过程与产品采取整体预防的环境策略,减少或者消除它们对人类及环境的可能危害,同时充分满足人类需要,使社会经济效益最大化的一种生产模式。我们在把污泥作为资源加以利用的同时,一定要把污泥的无害化处置与生产过程的环保处理结合起来,不然会得不偿失,失去利用污泥的意义。
烧结砖瓦厂在利用污泥的过程中,洁净生产的措施主要有:①采用先进的工艺技术与设备;②选择合理的设备;③保持全过程没有废气逸出;④完善的环保处理设施;⑤满足废气、废水、废渣全部达标排放的严格要求。只有这样从源头削减污染,确保生产过程中不再产生和排放污染物。
6、碳化污泥的运用将污泥中的有机物细胞采用高温裂解或低温裂解的方法,使其“强制”脱出污泥中水分,保留污泥中大量碳含量的过程叫作污泥碳化。之前我们说的“污泥干化”与此有些不同,碳化是把污泥中的生物细胞破解,促使污泥中固体物质和水分分离,从而得到不含水分的碳化污泥。脱水后的污泥碳化物含水量极小(小于2%),有较高的发热值,孔隙率大,松散,黑色,与煤炭外观极为相似(如图5所示)。
由此可见,碳化污泥既可以作为烧结砖的燃料,又可以作为烧结砖的原料使用,实验室的条件下,碳化污泥与页岩按照3:7的比例掺配,就能生产出质量品质很好的烧结砖样品,结果令人满意。
由于碳化污泥在生产过程中采用了严格的环保处理措施,拿到砖瓦厂利用时已经不再是“满身污染物”的固体废弃物,而是改头换面真正的有用资源,大大简化了砖瓦厂后续的生产工艺过程。不过,我们对碳化污泥的了解还很肤浅,还有许多工作需要认真地去完成,但可以肯定地讲,碳化污泥在砖瓦厂的应用是今后重点发展的方向。
7、生产工艺的选择由于污泥不能单独作为原料用于生产烧结砖,而只能够与其他原料如页岩、建筑垃圾、煤矸石、黏土等掺兑在一起混合成能够生产烧结砖的新原料。因此原料的处理尤为重要,对辊机、轮碾机、圆盘筛式捏合机和陈化库都是非常必要的技术装备。
我们在做污泥制砖的工业性试验时发现两个规律,一是污泥含水率越高,掺入量越少,因为污泥掺得越多,泥条的成型水分越高,坯体强度下降。二是污泥掺得越多,砖坯收缩越大,因为污泥富含有机物,烧失量非常大。了解这些规律,再结合自身采取的技术路线,才能够正确选择合适的生产工艺。
8、干燥与焙烧砖坯干燥是整个工艺环节中最重要的部分,目前“汉斯型”室式干燥室和“内循环”隧道式干燥室两种干燥设施都是不错的选择,这两种干燥室都是采取单层干燥段方式干燥砖坯(如图6所示),特别适合克服污泥制砖带来的含水率高和砖坯强度低的问题。切码运系统是干燥过程相配套的关键技术,例如与干燥室配合的自动化上下架系统等,本文不再赘述,将另辟文章单独探讨。
由双级真空挤出机挤出的泥条经数控切割成制品规格的坯体,然后由湿坯编组机对湿坯进行编组,再送入托盘转运机输送到上架机,指状叉车从上架机上将全部托盘取出,转运输送进大型室式干燥室里进行干燥,这个过程可以实现自动作业。干燥完成的砖坯由机器人按要求把砖坯码到窑车上,再进入隧道窑中进行焙烧(如图7所示)。
烧制掺兑了污泥的砖坯,比烧制传统烧结砖略有区别,要增加淤泥干燥废气回烧技术,装配式隧道窑很好地解决了这个难题,这种隧道窑采用了“烟热分离”“烟热回烧”和“废气回烧”等多项新技术。在隧道窑前设置“余热静停室”的方案是最好的“烟热分离”措施,可以提高隧道窑的工作效率。
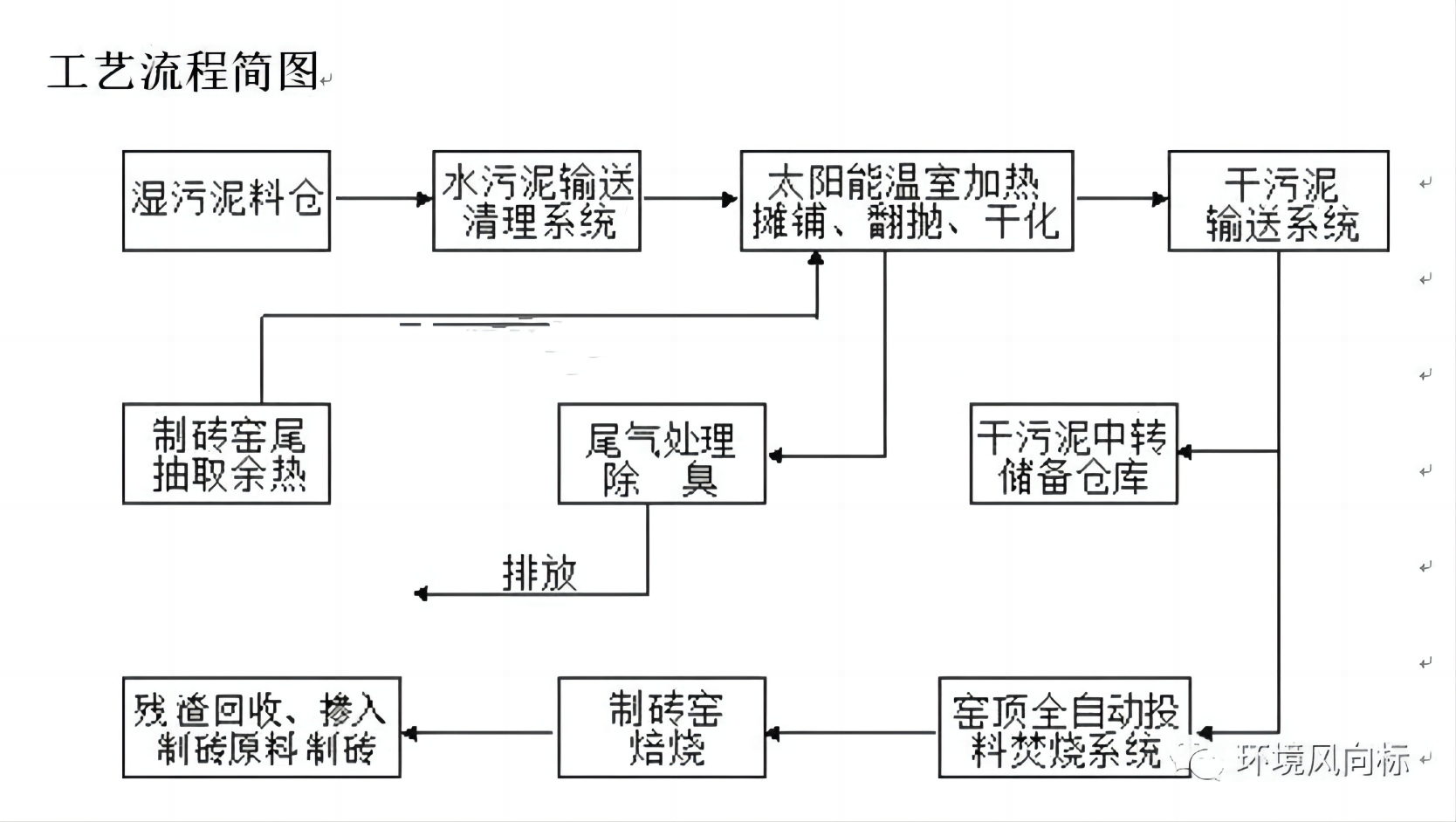
9、工艺流程根据利用污泥生产烧结砖的特殊情况,我们制定的生产工艺流程见图8。

利用污泥生产烧结砖在我们行业至少已有20多年的历史,可是发展却非常缓慢,与现在相比,我们过去对污泥的认识相当粗浅,甚至有很多的误区。现在,我们虽然对污泥的资源化利用有了比较清晰的认识,但是要实现污泥的资源化利用,还有很多的工作要做。一方面我们不能过于乐观,把污泥资源化利用看得那么简单;另一方面我们要高度重视这项工作的难度,不断努力创新工作。
内容来源于百度
电话:0537-8726655
手机:15554406518
微信:zwpt123
地址:山东省金乡县智慧产业园

